injection blow molding process
As a result of injection blow molding, injection molding and blow molding are combined. It is possible to use either a vertical or a horizontal plastifier to convey the thermoplastic resin from its hopper and and mix it into a homogeneous melt for injection into the heated manifold using a screw for mixing. In the parison injection molds, the heated manifold distributes homogeneous melt to the injection cavities. Several parison injection molds are used for manufacturing the parison shapes. They are designed to contain a parison shaped metal core rod, which is centered inside the parison injection mold. On the rotating table, the rods are held in place by a face bar and retainers. To prevent fractures on opening the injection parison mold, the homogeneous thermoplastic material is injected into a mold of cooled thermoplastic material.
Two die plates are attached to the injection parison mold: one to the stationary die plate and the other to the movable die plate. As far as the injection parson mold die plate is concerned, the bottom half of the injection parson mold is mounted stationary. Furthermore, the heated gas manifold lies stationary with respect to the injection patterned die plate. Die clamps and bolts are used to mount the injection panel die stationary plate to the horizontal table, and the blow mold die set is mounted in a similar fashion to the injection panel.
Mold markings are plated in the top half and upper half of injection parison dies with holding screws and keyways, and the upper half of injection parison die plates are bolted to the movable clamp that can be moved upward to open as well as downward to clamp.
The system is used at the injection and blow molding stations. There is a separate clamp station for injection and blow molding on some injection blow molding machines. The injection station and the blow mold station are not separated clamps on other machines. They use only the same horizontal moving platen. A movable platen on which is mounted the upper half of both the parison injection mold and the upper half of the blow mold which are both mounted to the upper die plate.
If a three or four station machine, it would raise and rotate either 90° (for a four station machine) or 120° (for a three station machine) after the injection parison mold and the blow mold have opened to their set opening. The rotating table returns to its starting height and the injection pin clamp and the blow mold clamps close after the rotation has been completed. In this system, the heated particulate is captured and blown off the core rod, while a new particulate is injected into the cavity.
The heated thermoplastic parison is lifted off the metal core rod by the rotating horizontal table, and is molded on the plastic inside of the closed blow mold cavity by air or some other gas. Finish, or threaded portions of the parison that are formed at injection parison stations are not blown out of the blow mold tooling, but are held in the blow mold tooling to preserve their design dimensions. By using blow air pressure, only the injected portion is blown off the metal core rod.
By blow molding, the moldeable product is cooled after it is formed, so that its dimensions and shape remain the same. The clamps open vertically after the blown product has cooled properly and the parison injection molding has been completed. The horizontal rotating table then rises to its predetermined set position, rotates either 90° or 120°, and carries the new injection molded parison to the blow mold station, the blown product to the strip or eject station, and the core rods free of product to the parison inject station.
Once the horizontal rotating table reaches its predetermined position, it drops vertically downward. The parison inject clamp, blow mold clamp, and stripper all close automatically when this takes place, enabling the formed product to be packaged or strewed into position for secondary operations like decorating, assembly, and treatment. It is now the end of the process.
Using a triple-station injection blow molding machine, this procedure is continuously repeated. As an example, a four-station injection blow molding machine could be equipped with a safety check of the core rods at the fourth station to ensure they are clean and free of any product, or an air chamber that would condition the core rods. For machines capable of blowing polyethylene terephthalate or polyethylene naphthalate-based containers, this holds particularly true. During the fourth station, the blown containers can also be flame heated and decorated. We will discuss condition and decoration more extensively in the chapter on processing.
As described above (visually illustrated in Figure 2.1 for three-station machine), the simplified description of the injection blow molding process is just the start of the real process. The process gets started when the production of a plastic item begins.
- Injection
By reciprocating the horizontal screw, resin is injected into the cavity of the preform. Temperature conditions are applied to the parison. It is at this point that a precise finish is achieved.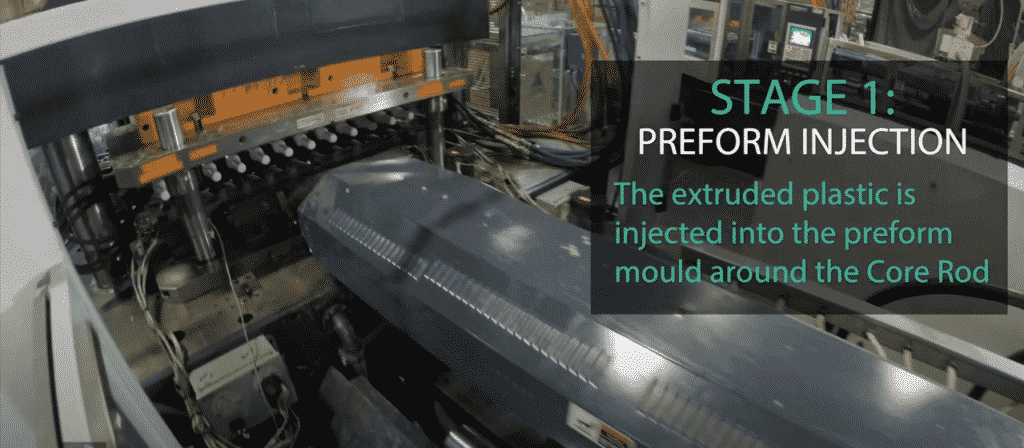
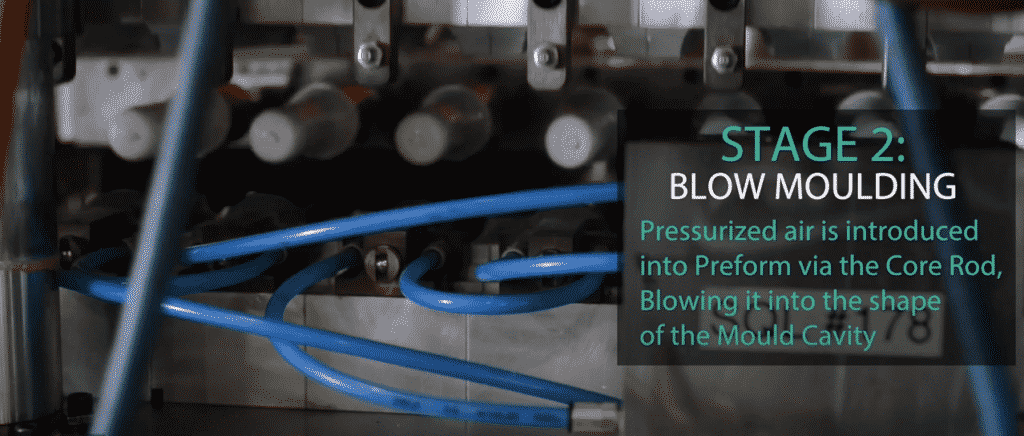
- Blowing
Preform is positioned in the blow mold 120° counterclockwise, and mold is closed. During the blowing process, the parison is held while it is blown into its final container shape and
Cooled down.
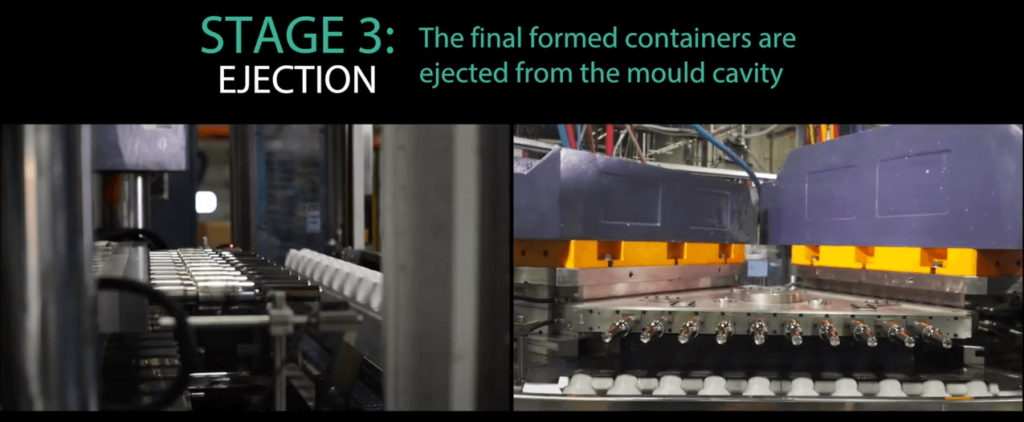
- Ejection
After the core rod carries the finished container to the stripper bar the rod is again indexed 120° at which point the finished container is removed. All three stages occur simultaneously based on the injection molding cycle time.
Whether designed by the customer or a product designer, an injection blow molded item is first designed in the mold building facility. Larger containers typically use free extrusion blow molding whereas smaller containers usually use blow molding. Design is critical for the container finish and how it will serve its primary function (e.g., storing a closure or fitment).
Increasingly critical to the design and filling process of products is the use of childproof closures. In order to save resin, it is important to manage the wall thickness of the finish, its height, and the use of a flat flat surface to ensure that a sealant will adhere (such as aluminum, coated paper, or coated plastic). It is possible to save 15%-20% on the final weight of the container and on the cost of production when the container is designed properly. As well as depth and decorating locators, the push-up in the container's base influences tool costs and cycle time.
In a container, the recess or push-up beneath the base serves several purposes. Creating a flat bottom surface for a container allows it to sit flat on a flat surface when it is filled. This is conducted by recessing the bottom of the container. In addition, this recess can be indented to allow labels to use the indent for accents so that the container can be aligned so it can be labeled as desired by the company filling the container with product. Depending on the container, you may also see the resin recycling code on the recess or push-up.
These may also contain the brand name of the injection blow molding company as well as a date code. For each blow mold cavity in the container, a number is indicated. As far as the government is concerned, these are the limits as to how far you can go when it comes to misleading consumers. The ounce of volume produced by a deep push-up can be measured from the volume of the container. The container has been manipulated. Compared to a competitor's product, the larger container gives the consumer the impression they are getting a larger quantity of product.
https://www.youtube.com/watch?v=mWGWejhZKgc
A company that is going to fill the container usually selects the correct resin for a project. During injection blow molding, the main variable encountered is the plastic resin chosen. When this process is undertaken, how many cavities will be planned for production is usually determined by the annual volume of the product as well as whether the user orders it regularly or on a cyclical basis. To make the product, the injection blow molder has to determine which machine or machines he or she has at their disposal.
When selecting an injection blow molding machine for production, several items must be taken into account. In order to meet the product volume requirements, design the tooling properly, and make available the appropriate injection blow molding machine, the annual volume required, the resin to be used, and the willingness of the user to pay the costs up front must all be considered.
You need an injection unit that can handle the number of grams per hour you will need. Additionally, the machine must be able to accommodate the required injection pressure to fill the injection parts and the number of cavities. For the parison injection not to flash, a safety factor of 20% should be added. An injection blow molded container may have excess plastic on it, which is not included in the design of the container.
For olefins, the injection pressure can be 3000 psi, and 6500-8200 psi for polytriacetate, polybutylene (PBT), polyethene, polycarbonate, and resin blends. We use blow mold gas (usually air) between 80 psi and 220 psi, so high blow clamp tonnage isn't necessary. The injection clamp tonnage of a 55-ton injection blow molding machine may be 38 tons while the blow clamp tonnage may be 17 tons.
Manufacturers of injection blow molding machines differ in the specification of their machines, including injection units, clamp tons, blow tons, and bolt patterns for fixing the injection blow molding tooling.
The rotating head length is also determined by the injection blow molding machine builder. With this injection blow molding machine, the length of the trigger bar usually determines how many cavities can be used or how many core rods can be used.
The open lift, index, and close time are important considerations for any injection blow molder of containers. Process steps such as these add unnecessary time to the process. Considering that the average machine opening, lifting, indexing and closing takes 2.8 or 3.12 seconds while your competitor's machine can achieve the same results in 1.8 seconds, you can see which company is going to be most profitable, even if they have the same number of cavities.
In the light of all of these options while mentioning its specific characteristics, you should choose an injection blow molding machine, not the injection blow molding machine manufacturer.
https://www.plasticmoulds.net/injection-blow-molding-process.html
Two die plates are attached to the injection parison mold: one to the stationary die plate and the other to the movable die plate. As far as the injection parson mold die plate is concerned, the bottom half of the injection parson mold is mounted stationary. Furthermore, the heated gas manifold lies stationary with respect to the injection patterned die plate. Die clamps and bolts are used to mount the injection panel die stationary plate to the horizontal table, and the blow mold die set is mounted in a similar fashion to the injection panel.
Mold markings are plated in the top half and upper half of injection parison dies with holding screws and keyways, and the upper half of injection parison die plates are bolted to the movable clamp that can be moved upward to open as well as downward to clamp.
The system is used at the injection and blow molding stations. There is a separate clamp station for injection and blow molding on some injection blow molding machines. The injection station and the blow mold station are not separated clamps on other machines. They use only the same horizontal moving platen. A movable platen on which is mounted the upper half of both the parison injection mold and the upper half of the blow mold which are both mounted to the upper die plate.
If a three or four station machine, it would raise and rotate either 90° (for a four station machine) or 120° (for a three station machine) after the injection parison mold and the blow mold have opened to their set opening. The rotating table returns to its starting height and the injection pin clamp and the blow mold clamps close after the rotation has been completed. In this system, the heated particulate is captured and blown off the core rod, while a new particulate is injected into the cavity.
The heated thermoplastic parison is lifted off the metal core rod by the rotating horizontal table, and is molded on the plastic inside of the closed blow mold cavity by air or some other gas. Finish, or threaded portions of the parison that are formed at injection parison stations are not blown out of the blow mold tooling, but are held in the blow mold tooling to preserve their design dimensions. By using blow air pressure, only the injected portion is blown off the metal core rod.
By blow molding, the moldeable product is cooled after it is formed, so that its dimensions and shape remain the same. The clamps open vertically after the blown product has cooled properly and the parison injection molding has been completed. The horizontal rotating table then rises to its predetermined set position, rotates either 90° or 120°, and carries the new injection molded parison to the blow mold station, the blown product to the strip or eject station, and the core rods free of product to the parison inject station.
Once the horizontal rotating table reaches its predetermined position, it drops vertically downward. The parison inject clamp, blow mold clamp, and stripper all close automatically when this takes place, enabling the formed product to be packaged or strewed into position for secondary operations like decorating, assembly, and treatment. It is now the end of the process.
Using a triple-station injection blow molding machine, this procedure is continuously repeated. As an example, a four-station injection blow molding machine could be equipped with a safety check of the core rods at the fourth station to ensure they are clean and free of any product, or an air chamber that would condition the core rods. For machines capable of blowing polyethylene terephthalate or polyethylene naphthalate-based containers, this holds particularly true. During the fourth station, the blown containers can also be flame heated and decorated. We will discuss condition and decoration more extensively in the chapter on processing.
As described above (visually illustrated in Figure 2.1 for three-station machine), the simplified description of the injection blow molding process is just the start of the real process. The process gets started when the production of a plastic item begins.
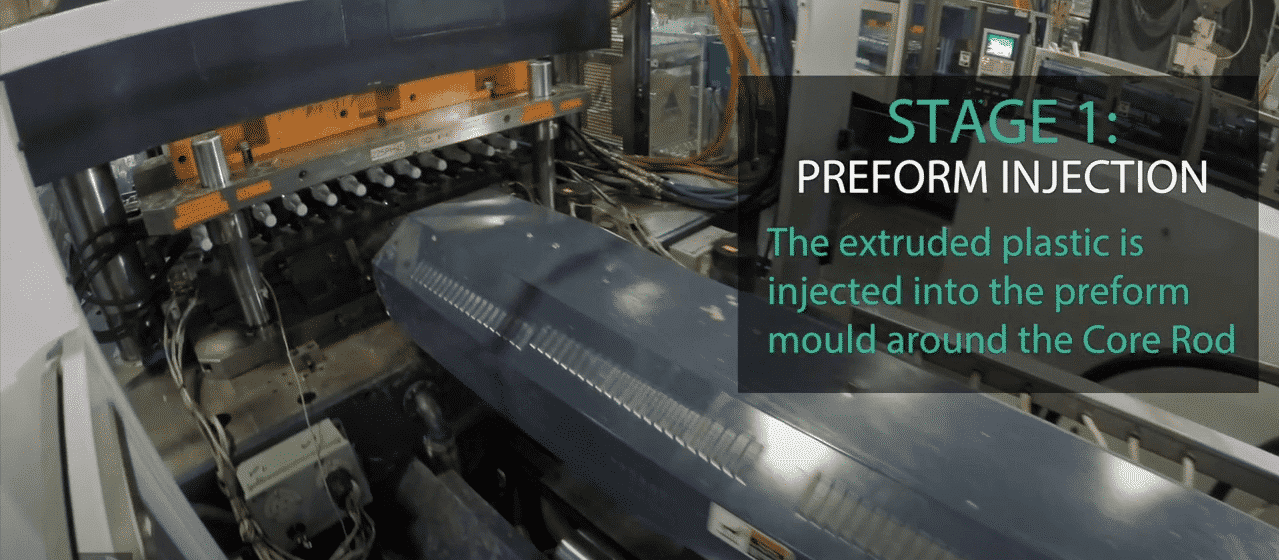
- Injection
By reciprocating the horizontal screw, resin is injected into the cavity of the preform. Temperature conditions are applied to the parison. It is at this point that a precise finish is achieved.
- Blowing
Preform is positioned in the blow mold 120° counterclockwise, and mold is closed. During the blowing process, the parison is held while it is blown into its final container shape and
Cooled down.
- Ejection
After the core rod carries the finished container to the stripper bar the rod is again indexed 120° at which point the finished container is removed. All three stages occur simultaneously based on the injection molding cycle time.

Whether designed by the customer or a product designer, an injection blow molded item is first designed in the mold building facility. Larger containers typically use free extrusion blow molding whereas smaller containers usually use blow molding. Design is critical for the container finish and how it will serve its primary function (e.g., storing a closure or fitment).
Increasingly critical to the design and filling process of products is the use of childproof closures. In order to save resin, it is important to manage the wall thickness of the finish, its height, and the use of a flat flat surface to ensure that a sealant will adhere (such as aluminum, coated paper, or coated plastic). It is possible to save 15%-20% on the final weight of the container and on the cost of production when the container is designed properly. As well as depth and decorating locators, the push-up in the container's base influences tool costs and cycle time.
In a container, the recess or push-up beneath the base serves several purposes. Creating a flat bottom surface for a container allows it to sit flat on a flat surface when it is filled. This is conducted by recessing the bottom of the container. In addition, this recess can be indented to allow labels to use the indent for accents so that the container can be aligned so it can be labeled as desired by the company filling the container with product. Depending on the container, you may also see the resin recycling code on the recess or push-up.
These may also contain the brand name of the injection blow molding company as well as a date code. For each blow mold cavity in the container, a number is indicated. As far as the government is concerned, these are the limits as to how far you can go when it comes to misleading consumers. The ounce of volume produced by a deep push-up can be measured from the volume of the container. The container has been manipulated. Compared to a competitor's product, the larger container gives the consumer the impression they are getting a larger quantity of product.
https://www.youtube.com/watch?v=mWGWejhZKgc
A company that is going to fill the container usually selects the correct resin for a project. During injection blow molding, the main variable encountered is the plastic resin chosen. When this process is undertaken, how many cavities will be planned for production is usually determined by the annual volume of the product as well as whether the user orders it regularly or on a cyclical basis. To make the product, the injection blow molder has to determine which machine or machines he or she has at their disposal.
When selecting an injection blow molding machine for production, several items must be taken into account. In order to meet the product volume requirements, design the tooling properly, and make available the appropriate injection blow molding machine, the annual volume required, the resin to be used, and the willingness of the user to pay the costs up front must all be considered.
You need an injection unit that can handle the number of grams per hour you will need. Additionally, the machine must be able to accommodate the required injection pressure to fill the injection parts and the number of cavities. For the parison injection not to flash, a safety factor of 20% should be added. An injection blow molded container may have excess plastic on it, which is not included in the design of the container.
For olefins, the injection pressure can be 3000 psi, and 6500-8200 psi for polytriacetate, polybutylene (PBT), polyethene, polycarbonate, and resin blends. We use blow mold gas (usually air) between 80 psi and 220 psi, so high blow clamp tonnage isn't necessary. The injection clamp tonnage of a 55-ton injection blow molding machine may be 38 tons while the blow clamp tonnage may be 17 tons.
Manufacturers of injection blow molding machines differ in the specification of their machines, including injection units, clamp tons, blow tons, and bolt patterns for fixing the injection blow molding tooling.
The rotating head length is also determined by the injection blow molding machine builder. With this injection blow molding machine, the length of the trigger bar usually determines how many cavities can be used or how many core rods can be used.
The open lift, index, and close time are important considerations for any injection blow molder of containers. Process steps such as these add unnecessary time to the process. Considering that the average machine opening, lifting, indexing and closing takes 2.8 or 3.12 seconds while your competitor's machine can achieve the same results in 1.8 seconds, you can see which company is going to be most profitable, even if they have the same number of cavities.
In the light of all of these options while mentioning its specific characteristics, you should choose an injection blow molding machine, not the injection blow molding machine manufacturer.
https://www.plasticmoulds.net/injection-blow-molding-process.html



Comments
Post a Comment