Injection product stress mark solution
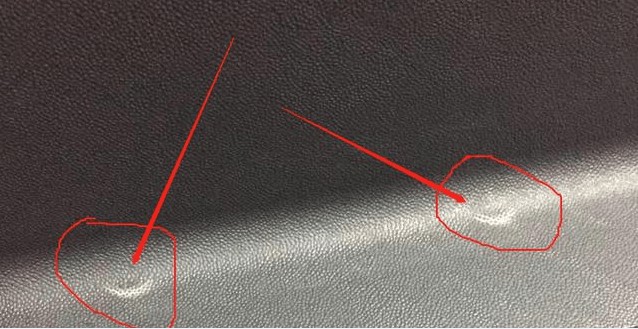
On plastic injection products, especially for raw materials such as ABS, PP and PC, you will often see shiny stress marks on the surface of products, such as injector pin stress marks, insert stress marks and stress marks of wall thickness difference.
These apparent shiny, white markings are the result of internal stresses, which are nothing more than orientation and cooling shrinkage stresses.
The irregular stress marks near the gate are caused by the typical orientation stress, and the difference of wall thickness is the result of orientation and contraction stress, those stress marks are made by ejector pins and sliders .
Normally , with the increase of holding pressure and time, the first occurrence is the stress mark of wall thickness difference, the stress mark of ejector pin, then the stress mark of meat thickness difference, and finally the irregular stress mark near the gate (gray section will appear on the side), which of course also depends on the specific structure of the product and the position of gating.
Therefore, when these stress marks appear, reducing the holding pressure and holding time is the most important, and to understand this, modification for the product design and mold design is more effective than injection molding setting.
The overall wall thickness is too thin or the flow end is too thick, which leads to excessive filling pressure and holding pressure. Thicker wall is needed or the flow end section reduces the wall thickness.
Avoid wall thickness difference as far as possible, if there is a need for greater differentiation;
Big mold core rib will lead to rib stress marks in the mold cavity.
Gate too small or too few, uneven distribution;
The mold temperature is high because the movable part is loose fitting or the waterway configuration is unreasonable.
Reasonable setting of pressure and time (reduction);
The mold temperature increases or decreases (increasing can improve filling and reduce packing pressure; Lowering is to make the texture surface shine, and the surface is close to the stress mark. Generally, lowering the mold temperature is the most choice)
These apparent shiny, white markings are the result of internal stresses, which are nothing more than orientation and cooling shrinkage stresses.
The irregular stress marks near the gate are caused by the typical orientation stress, and the difference of wall thickness is the result of orientation and contraction stress, those stress marks are made by ejector pins and sliders .
Normally , with the increase of holding pressure and time, the first occurrence is the stress mark of wall thickness difference, the stress mark of ejector pin, then the stress mark of meat thickness difference, and finally the irregular stress mark near the gate (gray section will appear on the side), which of course also depends on the specific structure of the product and the position of gating.
Therefore, when these stress marks appear, reducing the holding pressure and holding time is the most important, and to understand this, modification for the product design and mold design is more effective than injection molding setting.
Product design
The overall wall thickness is too thin or the flow end is too thick, which leads to excessive filling pressure and holding pressure. Thicker wall is needed or the flow end section reduces the wall thickness.
Avoid wall thickness difference as far as possible, if there is a need for greater differentiation;
Big mold core rib will lead to rib stress marks in the mold cavity.
Mould design
Gate too small or too few, uneven distribution;
The mold temperature is high because the movable part is loose fitting or the waterway configuration is unreasonable.
Injection molding
Reasonable setting of pressure and time (reduction);
The mold temperature increases or decreases (increasing can improve filling and reduce packing pressure; Lowering is to make the texture surface shine, and the surface is close to the stress mark. Generally, lowering the mold temperature is the most choice)



Comments
Post a Comment