Gas-assisted injection molding
Gas-assisted injection molding is an innovative technology developed on the traditional injection molding .
GIM (Gas-assisted injection molding) was adopted in production since 1980s.
The gas-assisted injection molding system directly injects inert gas (usually nitrogen) into the melt plastic in the mold cavity through the sectional pressure control system, which makes the plastic part expand and cause hollowness, but still keeps the shape of the product surface.
Gas-assisted injection molding can be regarded as a variant of hollow blow molding. The process of gas-assisted injection molding is to inject an accurately measured plastic melt which accounts for a certain proportion of the mold cavity.
This process is called "short-shot-injection molding", and then directly inject a certain volume and pressure of high-pressure nitrogen into the molten plastic, and the gas diffuses along the direction of minimum resistance surrounded by the plastic melt.
Because the plastic temperature near the mold wall is low and viscosity is high, while the plastic melt in the center of the thicker part is of high temperature and of low viscosity, the gas can easily penetrate the plastic melt in the center, developing an air passage in the thick part of the part.
The molten plastic is pushed to the end of the mold by gas pressure until it fills the mold cavity full.
In the cooling stage, the gas is compressed to maintain pressure and compensate the plastic melt shrinkage.
After the product is cooled and solidified, the gas is discharged, and then the mold is opened and plastic part is ejected.
It is currently widely used in Europe and North America, Japan and South Korea, and many manufacturers in China have also adopted this new technology.
https://www.youtube.com/watch?v=ocS8AyjJueM
The principle of gas-assisted injection molding is to inject high-pressure gas into the wall of thick-wall plastic parts.
this would get rid of the restrictions of typical injection molding and foaming molding.
So it has incomparable advantages over traditional injection molding technology.
Compared with the classic injection molding , gas-assisted can lower the weight of parts, speed up the cooling , reduce the clamping force and simplify the mold design, thus it will greatly reduce the cost.
In terms of product quality, it can eliminate surface shrinkage marks, reduce internal stress and warpage deformation.
and it also can improve the strength and rigidity without increasing the weight of the injection parts by designing ribs with air passages.
Gas-assisted molding generally includes several steps, like melt injection, gas inject, gas pressure holding, gas recovery and part demolding.
There are two kinds of gas-assisted injection molding:
1) SEALED INJECTION GAS:
It is a method of injecting gas directly into the mold cavity to make the finished plastic product hollow.
There is no need to adopt a movable valve, and the air-assisted air nozzle is installed in the mold through simple mold processing.
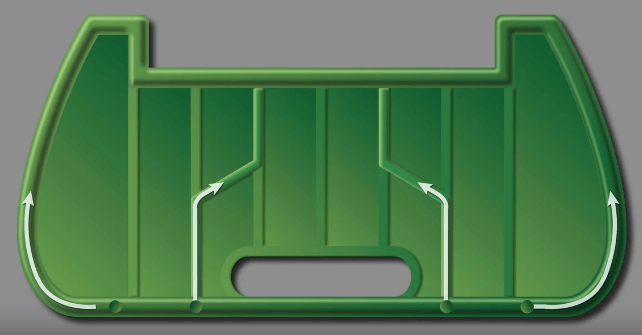
On the same mold, there can be one or more places for injecting gas, which depends on the needs of the product, and it is required to make the product have good effect and provide flexibility in product design.
2) IN-GAS NOZZLE:
A special closed air injection nozzle can be installed on the injection molding machine.
Firstly, a preset viscous fluid, generally molten polymer, about 75%~95% of the mold cavity is injected from the gate, and then a non-viscous fluid with a certain pressure is injected into the mold through the gate, runner .
The gas, generally nitrogen, is injected into the cavity.
Due to the low melt temperature of the contact part with the surface of the mold, the melt temperature of the core layer at the thick wall part (such as ribs) is high, and the viscosity is small.
The high-pressure gas pushes the melt to move towards the end of the mold cavity, thus pushing the hot fluid to fill the entire mold cavity and forming an air passage in the thick part .
It is mainly used in the production of pipe-like parts, large parts and parts with different thickness
Gas-assisted injection molding is widely used in many fields such as household appliances, automobiles, office supplies and other daily products.
Compared with the traditional injection molding process, gas-assisted injection molding needs to consider more , such as gas pressure, melt pre-injection, hold time between melt and gas injection, gas holding time, etc.
Most thermoplastic materials can be injection molded with gas assistance, and crystalline materials such as polypropylene, polyamide and PBT resin are more ideal materials because they all have accurate melting point, low viscosity.
Raw materials shall be selected according to the requirements of product performance, such as rigidity, strength, performance , chemical corrosion resistance, etc.
Plastic parts with complex comprehensive functions can be assembled into a single assembly.
Thick-walled and thin-walled parts can be combined on the same part.
The hollow "ribs" can improve its strength.
As the stress is reduced, the distortion and deformation are reduced.
As the number of gates is reduced, the welding lines are correspondingly reduced.
As the wall thickness is reduced, the total weight of finished parts is reduced.
Because the wall is hollowed, the cooling time and cycle time are shortened.
Because of the reduction of clamping force and injection molding pressure, the energy consumption is reduced.
Because of the integration of different parts, the assembly cost is reduced.
Because the injection pressure is low, the clamping pressure of injection molding machine can be reduced, and injection molding machines with smaller tonnage can be used.
Because the injection pressure is low, the manufacturing cost of the mold is reduced.
Because the injection pressure is low, the mold wear is reduced, it will reduce the maintenance cost.
GIM (Gas-assisted injection molding) was adopted in production since 1980s.
The gas-assisted injection molding system directly injects inert gas (usually nitrogen) into the melt plastic in the mold cavity through the sectional pressure control system, which makes the plastic part expand and cause hollowness, but still keeps the shape of the product surface.
Gas-assisted injection molding can be regarded as a variant of hollow blow molding. The process of gas-assisted injection molding is to inject an accurately measured plastic melt which accounts for a certain proportion of the mold cavity.
This process is called "short-shot-injection molding", and then directly inject a certain volume and pressure of high-pressure nitrogen into the molten plastic, and the gas diffuses along the direction of minimum resistance surrounded by the plastic melt.
Because the plastic temperature near the mold wall is low and viscosity is high, while the plastic melt in the center of the thicker part is of high temperature and of low viscosity, the gas can easily penetrate the plastic melt in the center, developing an air passage in the thick part of the part.
The molten plastic is pushed to the end of the mold by gas pressure until it fills the mold cavity full.
In the cooling stage, the gas is compressed to maintain pressure and compensate the plastic melt shrinkage.
After the product is cooled and solidified, the gas is discharged, and then the mold is opened and plastic part is ejected.
It is currently widely used in Europe and North America, Japan and South Korea, and many manufacturers in China have also adopted this new technology.
https://www.youtube.com/watch?v=ocS8AyjJueM
The principle of gas-assisted injection molding is to inject high-pressure gas into the wall of thick-wall plastic parts.
this would get rid of the restrictions of typical injection molding and foaming molding.
So it has incomparable advantages over traditional injection molding technology.
Compared with the classic injection molding , gas-assisted can lower the weight of parts, speed up the cooling , reduce the clamping force and simplify the mold design, thus it will greatly reduce the cost.
In terms of product quality, it can eliminate surface shrinkage marks, reduce internal stress and warpage deformation.
and it also can improve the strength and rigidity without increasing the weight of the injection parts by designing ribs with air passages.
Gas-assisted molding generally includes several steps, like melt injection, gas inject, gas pressure holding, gas recovery and part demolding.
There are two kinds of gas-assisted injection molding:
1) SEALED INJECTION GAS:
It is a method of injecting gas directly into the mold cavity to make the finished plastic product hollow.
There is no need to adopt a movable valve, and the air-assisted air nozzle is installed in the mold through simple mold processing.
On the same mold, there can be one or more places for injecting gas, which depends on the needs of the product, and it is required to make the product have good effect and provide flexibility in product design.
2) IN-GAS NOZZLE:
A special closed air injection nozzle can be installed on the injection molding machine.
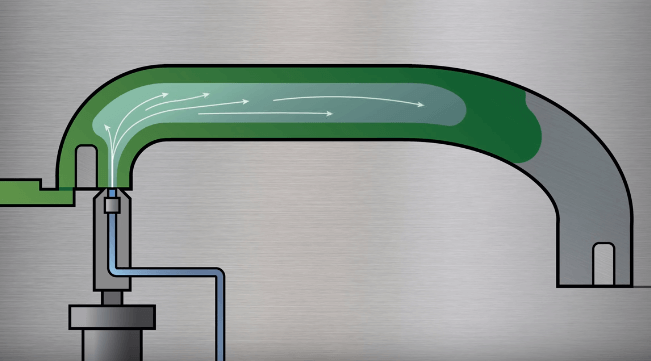
Gas-assisted injection molding process
Firstly, a preset viscous fluid, generally molten polymer, about 75%~95% of the mold cavity is injected from the gate, and then a non-viscous fluid with a certain pressure is injected into the mold through the gate, runner .
The gas, generally nitrogen, is injected into the cavity.
Due to the low melt temperature of the contact part with the surface of the mold, the melt temperature of the core layer at the thick wall part (such as ribs) is high, and the viscosity is small.
The high-pressure gas pushes the melt to move towards the end of the mold cavity, thus pushing the hot fluid to fill the entire mold cavity and forming an air passage in the thick part .
It is mainly used in the production of pipe-like parts, large parts and parts with different thickness
Gas-assisted injection molding is widely used in many fields such as household appliances, automobiles, office supplies and other daily products.
Compared with the traditional injection molding process, gas-assisted injection molding needs to consider more , such as gas pressure, melt pre-injection, hold time between melt and gas injection, gas holding time, etc.
Most thermoplastic materials can be injection molded with gas assistance, and crystalline materials such as polypropylene, polyamide and PBT resin are more ideal materials because they all have accurate melting point, low viscosity.
Raw materials shall be selected according to the requirements of product performance, such as rigidity, strength, performance , chemical corrosion resistance, etc.
Gas-assisted injection molding pros:
Free design
Plastic parts with complex comprehensive functions can be assembled into a single assembly.
Thick-walled and thin-walled parts can be combined on the same part.
The hollow "ribs" can improve its strength.
Improve the quality of parts
As the stress is reduced, the distortion and deformation are reduced.
Eliminate shrinkage marks
As the number of gates is reduced, the welding lines are correspondingly reduced.
Reduce the production cost
As the wall thickness is reduced, the total weight of finished parts is reduced.
Because the wall is hollowed, the cooling time and cycle time are shortened.
Because of the reduction of clamping force and injection molding pressure, the energy consumption is reduced.
Because of the integration of different parts, the assembly cost is reduced.
Reduce investment cost
Because the injection pressure is low, the clamping pressure of injection molding machine can be reduced, and injection molding machines with smaller tonnage can be used.
Because the injection pressure is low, the manufacturing cost of the mold is reduced.
Because the injection pressure is low, the mold wear is reduced, it will reduce the maintenance cost.



Comments
Post a Comment