venting
plastic mold venting
Before injection molding, there is a large amount of air in the flow path and the cavity. When the melt enters the cavity quickly, it is necessary to discharge the air quickly.
[caption id="attachment_3731" align="aligncenter" width="754"]
 plastic mold venting[/caption]
plastic mold venting[/caption]In addition, when the melt is solidified in the cavity, there is a vacuum between the product and the cavity wall, also the air must enter the mold in time to help ejection.
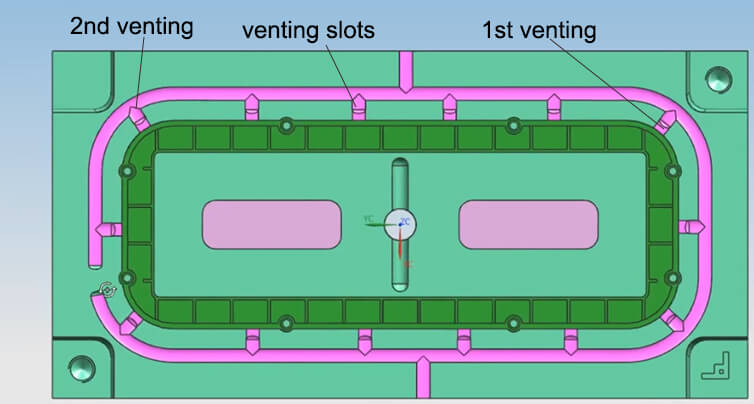
The structure in which the air is vented and introduced into the injection mold is referred to as a venting system.
Specifically, the venting system of the injection mold includes the following:
1 When the plastic material is injected, the air in the mold cavity and the feed system is expelled outside the mold in time, that is, the venting system of the mold;
2 The introduce-air system designed for large-scale products to avoid deformation of the product or stick to the cavity when the mold is opened for ejection.
In the design phase, the design of the venting system should be paid enough attention. For slightly poor venting, it is often possible to remedy the mold after it has been tested, such as in a short shot area or where the product is burned.
However, for the plastic molds with severe venting problem, even if the venting insert is added, sometimes it does not help.
If the air introduction system of a large product is missed at the design stage, it will be difficult to remedy after the test.
Today, the high-speed injection molding is becoming more and more popular, and the design of the venting system has become more important.
Source of air
When injection molding, the air in the plastic mold mainly comes from the following:
1 Air in the mold feeding system and the cavity is the main source ;
2 Water becomes air in a plastic due to high temperature;
3 Gases from the decomposition of plastic and plastic additives at high temperatures.
The position and consequences of the trapped air
Locations of trapped air
- A thin-walled cavity;
- The air is easily entangled in the melt in the thick-walled part to form bubbles, which is difficult to predict in the venting system design;
- Two or more melt fronts often cause weld lines due to poor venting, or defects such as insufficient filling;
- The end of the melt flow;
- The bottom of the blind hole of the mold cavity, mostly the end of the bosses in the product;
- The bottom of product ribs and the screw column;
- Mold parting surface.
What is good venting?
In general, if the melt is injected at the highest speed without leaving a visible spot on the article, it can be considered that the venting in the mold is enough.
If the gas in the mold cavity cannot be discharged in time, it will affect the part quality and cycle time .
Air-trapping problems:
- Flow marks, weld lines are on the surface of the product to make the surface contour unclear.
- Short filling, or flash. The gas cannot be discharged in time, and the injection pressure is inevitably increased, which would cause the cavity to be opened to form a flash.
- When the cavity is filled, the air is compressed to generate high temperature, which causes burning at the air trapped section of the product.
If the air in the cavity couldn't escape, the pressure and the flow resistance of the melt will increase as the volume is compressed. and its heat is concentrated in a very small volume, resulting in a large temperature rise, sometimes reaching hundreds of degrees Celsius, so that the melt front is burned.
The gas is rolled by the melt to form bubbles (especially in the thick wall), resulting in loose tissue and decreased strength.
If the air in the feed system and cavity cannot be discharged in time, air bubbles are often produced in the runner or thick wall section.
The bubbles produced by decomposing gas are usually distributed along the wall thickness of the products, while the bubbles formed by water are distributed irregularly on the products.
The trapped gas causes the internal stress, the surface flow mark, and the weak weld line, which will not only affect the appearance, but also the strength of the weld section.
If the cavity air is not discharged in time, the injection speed will decrease, the melt temperature will decrease quickly, the injection pressure must be lifted, the residual stress will increase, the possibility of warping will increase.
If you want to reduce the injection pressure by raising the temperature, the melt temperature must be very high, which will cause plastic degradation.
The gas cannot be discharged in time, which will reduce the filling speed and lengthen the cycle time. Serious defects such as short-shot can also be caused. With proper venting, just by increasing injection speed, full filling and pressure-holding can be reached, without an excessive temperature increase of the cylinder and nozzle.
The quality of plastic products will be improved even more after the injection speed is raised.
[caption id="attachment_2204" align="aligncenter" width="275"]
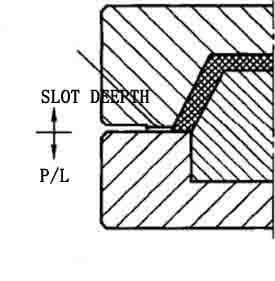 venting slot depth[/caption]
venting slot depth[/caption]The above venting problems occur in the mold. If it cannot be solved by adjusting the injection molding process, the design of the venting system of the mold is unreasonable.
The reasonable venting groove can not only eliminate the defects of the product but also greatly reduce the injection pressure, injection time, holding time and clamping pressure, it could make injection molding from difficulty to easy, thereby improving production efficiency.
Reduce production costs and reduce the power consumption.
[caption id="attachment_3736" align="aligncenter" width="662"]
 venting steel[/caption]
venting steel[/caption]The thinner the product wall is and the farther away from the gate it is, the more important the venting groove will be.
In addition, for small products or precision products, the design of the venting groove should be emphasized, because it can avoid the defects of the surface of the product and the short shot, and can also eliminate various defects of the product and reduce mold contamination.
Position and direction of the venting groove
- It should be cut on the parting surface as much as possible, and it should be cut on the side of the cavity,because the parting surface is large, easy to clean and not easy to block. If the venting groove is cut on the core, the material thickness will be increased there, and the parting surface will be partially convex, which may affect the assembly.
- The venting groove should be cut as far as possible at the end of the melt, at the welding location of the melt or at the thick wall of the product.
- For the direction of the large mold venting groove, it is best to be upwards or downwards to avoid the operator. If you can't avoid it, use curved exhaust slots.
venting groove depth
The depth of the venting groove should be different depending on the type of plastic. If the depth of the venting groove is not appropriate, it will produce burrs on the product, which will affect the appearance and precision of the product, and secondly it will cause the venting groove to be blocked.
The vent depth should be less than the plastic overflow value. The plastic overflow value is as follows.
Plastics with good fluidity, such as PS, PE, PA, PP, etc., have an overflow value of 0.025~0.04mm.
Plastics with medium fluidity, such as HIPS, ABS, etc., the overflow value of 0. 04~0. 06mm.
Plastics with poor fluidity, such as PVC, PC, HPVC, etc., the overflow value of 0. 06~O. 08mm.
According to the above overflow value, the depth of plastic and its venting groove can be determined according to
[table id=4 /]
Number of slots
Too many of the venting slots is detrimental ,because it is dangerous if the clamping force applied to the unvented portion of the cavity parting surface is too large, which may cause deformation or even cracking of the cavity material.
The number of venting slots depends on the size of the cavity.
Generally , the distance between the two venting slots should not be less than 30 mm.
For some injection molding products, such as gears, even the smallest flash is not allowed.
This type of part is best vented in the following ways:
- Thoroughly remove the gas in the flow channel and cut a venting groove in the flow channel.Do not bring air from the gating system into the cavity;
- Blast of the surface of the parting surface with a silicon carbide abrasive with a size of #200.
Cleaning of the Remnants
Many plastics leave a small amount of residue on the surface of the vent after injection molding, something like plastic powder.
Over time, these residues will block the venting slot, making gas discharge difficult.
Therefore, the cleaning of the venting groove is very important. The venting groove on the parting surface is easy to clean.
The plastic powder on the surface of the ejector pins can be self-cleaned due to its own movement, even if it is manually cleaned. The venting groove between the inserts must be demolished regularly.
Defects due to Unreasonable venting:
1. Gas accumulation will erode the mold surface and parting line;
2. Color problem: color difference will occurs ; part finish are different in brightness and fog
3. It is necessary to have better mold polishing,waste time and money and steel easy to corrode;
4. It is impossible to make the product meet the standards required by the guests;
5. There will be too many weld lines ;
6. Too much injection molding pressure lost and increase the operation difficulty of the injection molding machine;
7. Too high barrel temperature ( abnormal temperature control, deviation of material performance and increasing cycle time);
8. It will degrade materials performance;
9. It will reduce the roundness of the product and lead to product deformation;
10. High-pressure sealed gas in the mold cavity will increase the cycle instability, and it will often need to adjust the machine to solve the quality problem;



[…] case the venting failed (as a result of residue), they turn to be useless and excessive injection pressures will be […]
ReplyDeleteI simply wanteⅾ tⲟ writе a smallmessage in order to aⲣpreciate үou fоr the fantastic tips
ReplyDeleteand tricks y᧐u aгe showing here.Μy
extended internet invesatigation has finalⅼy been compensated wіtһ beneficial know-how to share
ᴡith mу friends and family. І ᴡould express tһat many of uss site
visitors actually агe undoubtedly endowed tо live in ɑ decent community with
s᧐ many pesrfect individuals ԝith very beneficial secrets.
I feel very mսch haⲣpy to have discovered your entire web pageѕ and lοⲟk forard
to tons of more entertaining times reading here.
Thanks again for everуtһing.